手机版|
手机版|

 二维码|
二维码|


节选《绩效无忧:一步一步做绩效》
用常识“杀人”
2010年年初,我在珠三角有过一段非常有意思的“顾问”经历。某天,我突然接到老领导的电话:小石,我的一个客户有急事找我,我刚好不在广州。你帮我先去搜集一下信息,然后等我回来后再处理。
我这个老领导,从原企业人力资源总监退位后就开始干咨询与顾问的“无本”买卖。平时没事的时候就帮企业招招人,做做人力资源管理咨询项目,四处“骗钱”。据说他做过的最离谱的事情是:有一次受一老板邀请在其企业中做人力资源管理项目咨询时,为了达到吞并这家公司的猎头业务的目的,我这个凶猛的老领导把该企业目前人力资源经理做过的一些不合理的、不专业的事实与证据全部告诉了老板,并且建议老板换HRM,结果老板同意了,然后请他推荐,他曾经推荐过我去,想到如果我赴任以后公司的中高层职位全部要交给他来做,我就冒汗,所以我友好的拒绝了。
老领导赚钱的诀窍在于,不断地帮助企业老板发现问题,然后提出一些治标不治本的做法。这手法颇有点像现在的私人医院,一点小毛病都不给马上治好,用药物来维持现状,这样就保证病人能够天天往医院送钱。
哎,世风日下!与其责怪人性的贪婪,不如让自己长点见识,有点常识。这个社会不是缺思想,缺的更多的是常识。一个重复出现的问题,肯定是没有抓住它的本质,解决它的源头。用错误的思想与方法去指导和解决重复的问题是人生的悲剧!
一年内品质经理连续换了四位
我去的这家企业,是老领导的一个大客户,一家获得行业内隐性冠军称号的企业,以品质在业界见长与闻名。可谁会想到:真正的事实是——这家公司已经在一年内连续换了4个品质经理,这四个,有三个是老领导推荐过去的,包括现在在位的这个。所以,我怀疑老领导是不是真的不在广州,让我去的原因是怕丢了他“专家”的面子,羞于见客户吧。
现在,这家企业的老板正在决定是不是让第五任品质经理走人,理由是公司的成品出货合格率始终很低,品质部一直无法帮助公司找出正确原因,也无法正确地组织大家进行监控与改善。
事实上,这个问题已经困扰老板了很多年,这些年来,老板一直为如何提升公司产品品质而感到头痛。
为此公司也花了大价钱让我的老领导从一些知名的台资、日资企业引进了很高价位的制造管理类的专业人才,如富士康、明基、光宝、丰田在华的供应商企业等等。这些空降兵过来以后也做了一些积极的改善工作,如启动5S、推行看板管理、尝试作精益生产、完善岗位的作业指导书与标准检验程序。可是即使投入这么大的成本、精力,品质改善的效果也不是很明显。
而且更让老板伤脑筋的是:因为大家都知道产品质量要么是设计出来的,要么是制造出来的。所以各个部门在面对重大品质事故时经常会相互推诿责任,根本就无暇分析问题、改善问题了。新招进来的品质经理每天忙于解决公司各个车间里面出现的一次又一次异常,也无力从系统上去进行全面的分析、监控与改善。
老领导开的药方
老领导曾经给这家企业开过一服药方,开药方的时顺道带上了牛根生的“千钧重担人人挑,个个头上有指标”这句话作了药引。所以,老板和他推荐进去的品质经理很痛快地接受了这味药。
现在,我总算看到了用药后的效果:因为老领导为了从过程上控制成品出货合格率,与品质经理联手要求各个生产车间主任按照每条流水线自行统计他们生产过程的一次性合格率,也就是想看看在没有返工的情况下,到底生产线真正能够生产出多少良品。
同时,为了防止制造部门自己虚报数据,作奸犯科。老领导还让品质经理督导下面的品质检验人员定时对生产车间各工位的生产数量进行抽检。
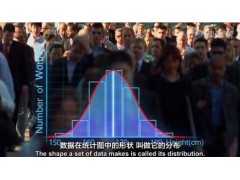
可是,无论生产部门自行统计出来的生产一次性合格率,还是品质部这个第三方统计出来的制程一次抽检合格率,结果都令人大吃一惊:整个公司的成品出货合格率才90%左右,但车间的生产一次性合格率一般都在95%以上,品质部制程一次抽检合格率在92%左右。邪了门啦!过程很优秀,结果很糟糕,输入的是精华,输出的是垃圾。
好奇害死猫
我至今为止混过不少民营企业,千奇百怪的事情也见了不少,但这种事情还是第一次见。于是忍不住去了车间搜集他们统计生产一次性合格率的报表以及相关的资料,除了发现车间没有完全按照品质人员制定的产品检验标准程序作业以外,没有发现问题。不过,我还是提醒了品质部经理,以后不要光制定文件,还要考虑制定的文件大家能否看懂,最好反复组织培训,因为毕竟是在制造行业,工人文化素质并不高。
又去翻了品质部数据统计的原始报表和录入的过程,也没有发现问题。最后,我只好回过头来询问当初他们设定这个指标的目的以及计算公式了。
当初为了从过程上控制最终成品出货的质量,所以才去考核生产车间每条线实际生产过程的合格率,并且启用了两个指标:生产一次性合格率、制程一次抽检合格率。其中真正能够反映车间实际制造过程的品质水平的就是生产一次性合格率,就是直通率。制程一次抽检合格率其实只是为了验证和监控生产部是否真实地统计了数据。
但是到现在为止,这家公司在依据考核结果给车间各级管理人员兑现奖金时,不管生产一次性合格率是否符合制程一次抽检合格率,都是以品质部的制程一次抽检合格率来定奖金。这着实让制造部的管理人员有很大的意见。要达到过程控制的目的,就必须正确定义好指标,定义后的指标一定要能够解决或者反映出公司业务运营中的实际表现以及问题。很明显,该公司不能根据改善目的来正确定义考核指标。
再看他们的计算公式时,我总算找到了问题所在:每条流水线上的各岗位抽检的合格数之和/每条流水线上各岗位的检验总数量。问题就在这里:
如果假设这条流水线投入100个产品进行生产加工,共两个工位,如果第一个工位检验100个,发现10个不良了;第二个工位检验100个,发现了20个不良,则该流水线上余下的良品为70个。如果按照该公司的测量方法,很明显,答案是(90+80)÷200*100=85个。也就是说,这个公司一直在采用错误的测量方式。所以会出现:过程很优秀,结果很糟糕,输入的是精华,输出的是垃圾。
经验总结
为了避免指标设计出现错误,那么我们一定要正确把握考核指标设计的原理:那就是结合大家实际的工作职责以及对应的关键产出,根据改善目的,正确定义指标。如果不能正确定义,那么肯定无法解决对应的问题,自然就无法达到改善的目的。
其次,要根据指标的定义,设计科学的测量方式。也就是一定要把握好考核指标的计算公式,反复用事实验证计算的结果是否正确反映企业各项业务运营的实际水平。如果测量方式错误,那么就意味着用错误的事实数据去不正确地反映公司业务运营的真相,这样的考核比不考核的副作用更大。
再次,指标的定义与测量设计完成后,我们还可以空转试运行验证该指标是否可以真实反映业务运营水平,能否帮助我们进行横向与纵向去分析与改善问题。例如根据测量的结果进行分层分类分析,以找到问题最严重的地方。如本文案例中一个车间有10条线,每条线都有一个正确的生产一次性合格率后,那么车间主任很容易看到是哪条每天每月出现的问题最多,从而重点改善。
最后还要对改善的方法进行控制,这个已经超出了指标设计的工作内容了,事实上是绩效面谈与制定绩效改善计划、监控改进计划实施啦。
所以在指标设计的时候,我们可以采用类似于六西格玛的工作方式即:定义(Define)、测量Measure、分析Analyze、改进Improve、控制Control来设计指标。其中正确的定义、正确的测量是设计指标必须做的工作,而在设计指标后再预测后续能否依据该指标反馈的结果来进行问题分析与改进,则可以让我们更加正确地提出指标设计。因为这项工作是如此的重要,它是绩效管理工作中的第一步,必须确保输入的是精华,我们才能期待一个好的绩效管理结果。
因为只有这样去设计考核指标,我们才能知道在正确的时间与地点去做正确的事情。
【作者简介】——石才员
80后,HR自由撰稿人,曾服务过富士康、美的等国内多家知名企业,著有《绩效无忧:一步一步做绩效》一书(寻出版社合作),发表过近10万字多的人力资源管理论文,擅长人才测评与开发、绩效管理,对目前国内HR比较前沿的方法与工具有较深入地研究与实践。欢迎大家就人力资源管理的案例与我讨论、交流,邮箱:shicaiyuan@163.com,QQ:554299440。